Czy kiedykolwiek zastanawiałeś się, jak Twoje eleganckie laptopy uzyskują subtelne, odporno na odciski palców matowe wykończenie, albo jak wnętrze samochodu wydaje się miękkie jak skóra zamiast twardego tworzywa sztucznego? Tajemnicą jest często kluczowy, choć niewidoczny dla oka proces: teksturyzacja form wtryskowych.
W tym wpisie blogowym wyjaśnimy tę fascynującą dziedzinę. Omówimy, czym jest teksturyzacja form, jak się ją przeprowadza, szeroką gamę dostępnych tekstur oraz kluczowe normy zapewniające spójność od etapu projektowania po masową produkcję.
Teksturyzacja form to proces produkcyjny odejmujący materiał wykonywane bezpośrednio na powierzchni wnęki stalowej formy wtryskowej. Poprzez kontrolowane trawienie chemiczne tworzone są wzory od mikroskopijnych do makroskopijnych. Gdy plastik jest wtryskiwany do tej teksturującej wnęki, wzór jest wiernie odtwarzany na każdej pojedynczej wyprodukowanej części plastycznej.
Wynik? Ulepszona estetyka, poprawiona wrażenie dotykowe, korzyści funkcjonalne oraz możliwość ukrycia wrodzonych niedoskonałości procesu formowania, takich jak linie przepływu.
Droga do uzyskania tekstury wymaga ścisłej współpracy między projektantami, wykonawcami form i specjalistami ds. tekstur.
Projektowanie i dobór: Proces rozpoczyna się od projektowania CMF (kolor, materiał, wykończenie). Korzystając z fizycznych książek próbek tekstur dostarczanych przez dostawców usług, projektanci wybierają pożądany wygląd i wrażenie dotykowe.
Przygotowanie formy: Serce i wnęka stalowej formy są najpierw szlifowane do idealnego połysku. Kluczowe obszary, które muszą pozostać gładkie (np. linie rozdzielenia lub powierzchnie uszczelniające), są starannie maskowane za pomocą ochronnej taśmy lub lakieru.
Kluczowe kroki trawienia serca:
Zastosowanie fotoopornika: Na powierzchnię formy nanosi się światłoczułą warstwę ochronną.
Ekspozycja: Na formę nakłada się folię (szablon fotograficzny) zawierającą wzór faktury i naraża ją na działanie światła UV, w wyniku czego fotoopornik w obszarach wzoru utwardza się.
Rozwój: Nieeksponowany, miękki fotoopornik jest usuwany przez płukanie, ujawniając odsłoniętą stal dokładnie w kształcie wzoru faktury.
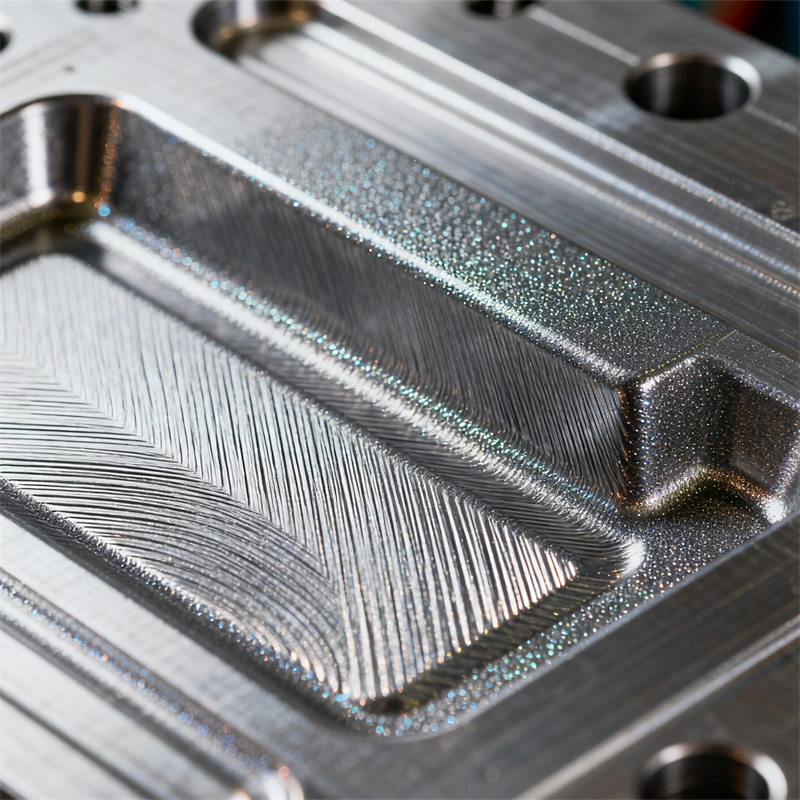
Trawienie chemiczne („krok czarodziejski”): Formę zanurza się w kąpieli kwasowej lub zasadowej. Chemikalia korodują odsłoniętą stal, tworząc trójwymiarową fakturę. Głębokość faktury kontrolowana jest czasem i temperaturą.
Czyszczenie i usuwanie warstwy ochronnej: Formę dokładnie czyści się i usuwa cały pozostały fotoopornik oraz materiały maskujące.
Próbkowanie i zatwierdzenie: Formę z fakturą testuje się na maszynie do wtrysku. Pierwsze wypraski są oceniane pod kątem wyglądu faktury, koloru (faktury wpływają na odbijanie światła) oraz – co najważniejsze, łatwość wyjmowania z formy.
Biblioteki tekstur są ogromne, ale ogólnie można je podzielić na kilka kategorii:
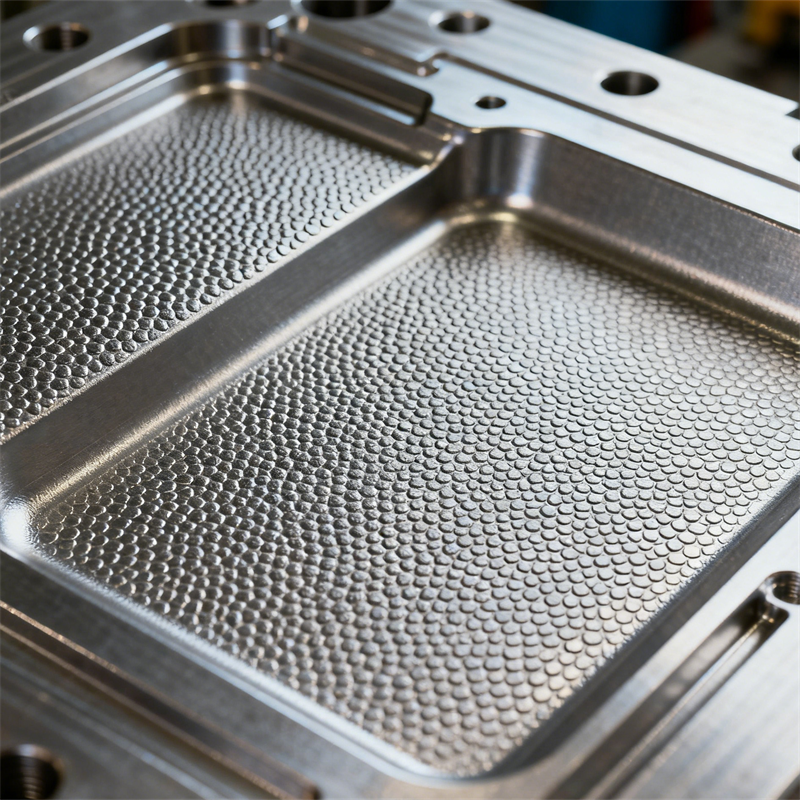
Wzory skórzane: PU, jaszczurcza, strusia oraz klasyczna (wzór lychee). Idealne do wnętrz samochodowych, wysokiej klasy urządzeń elektronicznych oraz artykułów osobistych.
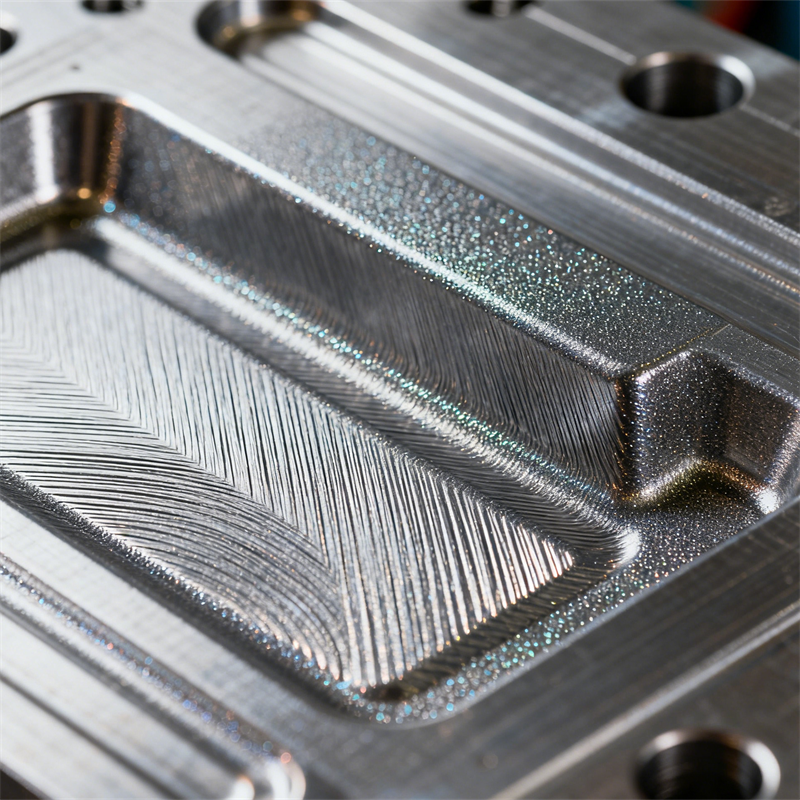
Wzory geometryczne: Powierzchnie matowe z efektem szlifowania (liniowe), płytki diamentowe, kropki, fale, rowki typu CD. Nadają nowoczesny, techniczny wygląd.
Wykończenia matowe i satynowe (najczęstsze): Od delikatnych do grubych powłok „piaskowych”. Najpopularniejszy wybór w przypadku eliminacji odbić światła i śladów palców na urządzeniach elektronicznych przeznaczonych dla konsumentów oraz na narzędziach.
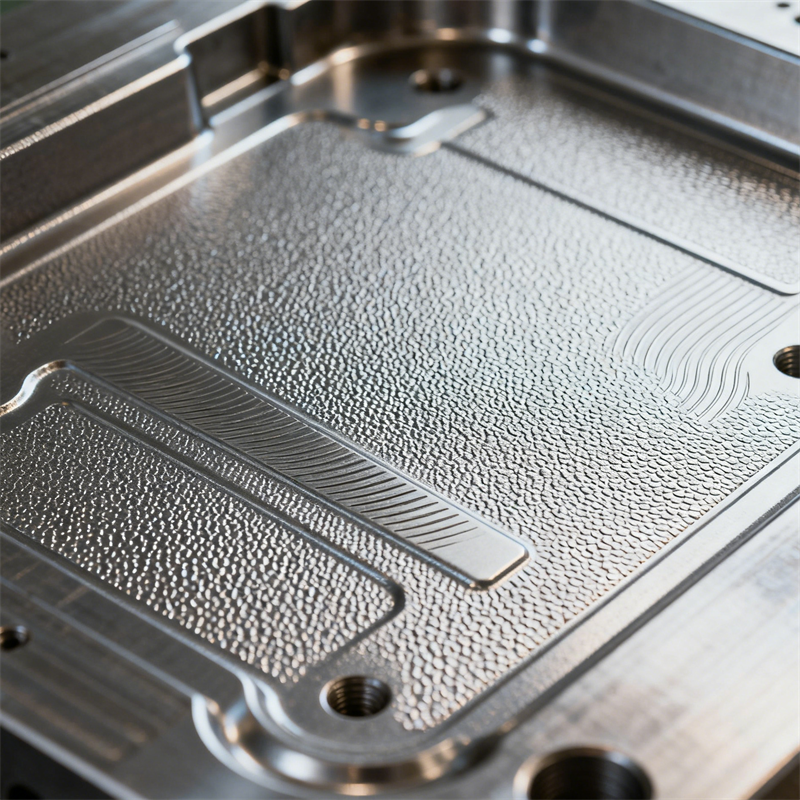
Tekstury naturalne: Wzór drewna, kamienia, włókna węglowego oraz powszechnie stosowany wzór skórki pomarańczy – doskonałe do maskowania wad.
Tekstury funkcyjne: Agresywne wzory zapobiegające poślizgowi dla uchwytów lub dotykowe znaczniki lokalizacyjne dla przycisków.
Aby uniknąć kosztownych nieporozumień, branża korzysta z ustandaryzowanych systemów klasyfikacji tekstur. Oto najważniejsze standardy:
VDI 3400 (globalny standard odniesienia): Stworzony przez Niemieckie Stowarzyszenie Inżynierów – jest to najbardziej uniwersalny „język”. Tekstury są oznaczane numerami (np. VDI 3400 #27 ), przy czym niższy numer oznacza bardziej gruby i głębszy wykończenie a wyższy numer wskazuje na bardziej delikatne i gładkie wykończenie. Jest to standard złoty dla projektów międzynarodowych.
Standardy Mold-Tech i Yick Sang (Giganci komercyjni): To obszerne, własnościowe biblioteki próbek od światowych liderów usług teksturowania. Marki często określają tekstury bezpośrednio z tych katalogów (np. „MT-11020” lub „YS-xxxx”). Są one niezwykle wpływowe, szczególnie w ramach konkretnych łańcuchów dostaw (Mold-Tech na Zachodzie, Yick Sang w Azji).
Standardy wykończenia SPI/SPE (System dziedziczny): Starszy amerykański standard opracowany przez Stowarzyszenie Inżynierów Polimerów (Society of Plastics Engineers), wykorzystujący kody literowo-cyfrowe (np. A-1 dla drobnej piaskowania, C-1 dla lekkiej tekstury). Wciąż spotykany w niektórych zakładach północnoamerykańskich, ale w dużej mierze wyparty przez standard VDI.
ISO 1302 – Mierzalna prawda: Nie jest to standard estetyczny, lecz pomiar szorstkości powierzchni standard określający wartości Ra i Rz. W przypadku prac wymagających wysokiej precyzji połączenie oznaczenia tekstury z parametrem chropowatości (np. „VDI #30, Ra ≤ 3,2 µm”) zapewnia ilościową kontrolę jakości wykraczającą poza jedynie wizualne dopasowanie.
Zwiększ kąty wyjmowania: Powierzchnie teksturowane zwiększają tarcie. Zawsze dodawaj dodatkowe 1°–3° (lub więcej) kąta wyjmowania do ścian teksturanych w porównaniu do powierzchni gładkiej, aby zapobiec uszkodzeniom podczas wyjmowania z formy.
Uwzględnij skurcz materiału: Różne tworzywa sztuczne (ABS, PP, TPE) kurczą się w różnym stopniu, co może subtelnie zmienić głębokość i wygląd końcowej tekstury. Omów ten aspekt ze swoim formierem.
Wykonaj prototyp i zatwierdź próbkę fizyczną: Nigdy nie kończ projektowania tekstury wyłącznie na podstawie próbki papierowej lub obrazu cyfrowego. Zawsze zatwierdź teksturowaną próbkę testową lub pierwsze części wyróbione w rzeczywistej stalowej formie produkcyjnej.
Wyraźnie określ na rysunkach: Na Twoim rysunku formy powinno być zapisane: „TEKSTURA ZGODNIE Z [standardem i numerem, np. VDI 3400 #35] NA WSKAZANYCH POWIERZCHNIACH.” Obszary tekstury należy wyraźnie oznaczyć liniami granicznymi.
Teksturywanie form przekształca zwykłe elementy plastyczne w produkty o doskonałej fakturze, wyglądzie i funkcjonalności. Poznanie tego procesu, bogatego słownictwa dotyczących tekstur oraz znaczenia uniwersalnych standardów, takich jak VDI 3400, pozwala na zamknięcie luki między Twoją kreatywną wizją a rzeczywistością produkcyjną zapewniającą wysoką jakość. Pamiętaj: wykończenie tkwi w szczegółach, a te szczegóły zaczynają się właśnie w formie.
 Gorące wiadomości
Gorące wiadomości