Haben Sie sich schon einmal gefragt, wie Ihr schlankes Laptop-Gehäuse seine dezente, fingerabdruckresistente Matt-Oberfläche erhält oder wie die Innenausstattung eines Autos sich weich wie Leder statt hart wie Kunststoff anfühlt? Das Geheimnis liegt oft in einem entscheidenden, aber unsichtbaren Prozess: texturierung von Spritzgussformen.
Dieser Blog enthüllt dieses faszinierende Handwerk. Wir erläutern, worum es geht, wie es durchgeführt wird, die breite Palette verfügbarer Texturen sowie die entscheidenden Standards, die Konsistenz von der Konzeption bis zur Serienfertigung gewährleisten.
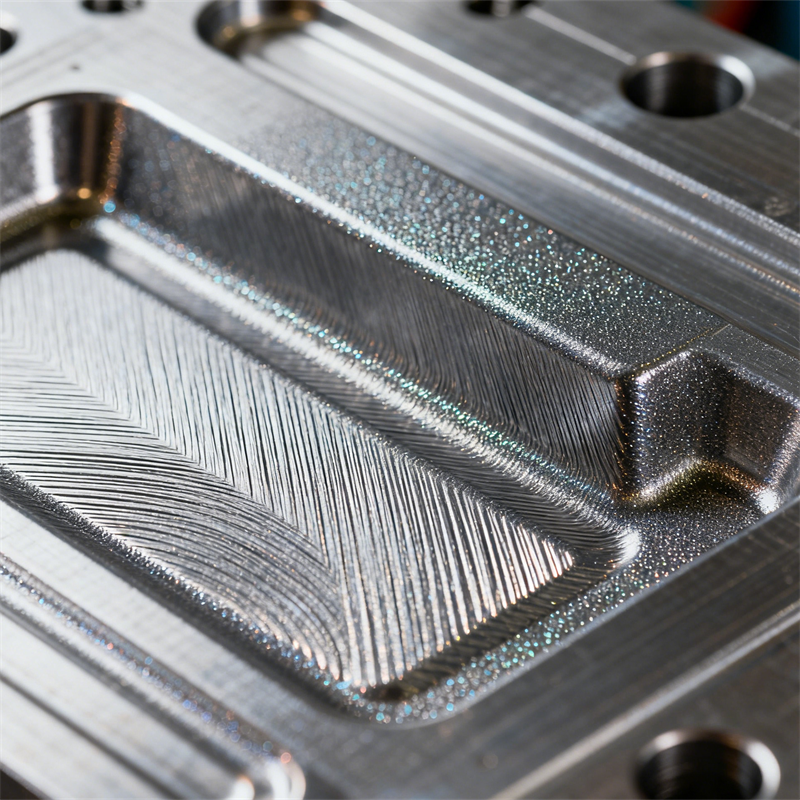
Formtexturierung ist eine subtraktives Fertigungsverfahren wird direkt auf der Hohlraumoberfläche einer Stahl-Spritzgussform durchgeführt. Durch kontrolliertes chemisches Ätzen werden mikroskopische bis makroskopische Strukturen erzeugt. Wenn Kunststoff in diesen strukturierten Hohlraum eingespritzt wird, wird das Muster treu auf jedes einzelne hergestellte Kunststoffteil übertragen.
Das Ergebnis? Verbesserte Ästhetik, ein verbessertes taktilen Griffgefühl, funktionale Vorteile sowie die Möglichkeit, inhärente Spritzgussfehler wie Fließlinien zu kaschieren.
Die Entwicklung einer Struktur erfordert eine enge Zusammenarbeit zwischen Designern, Formenbauern und Strukturspezialisten.
Gestaltung und Auswahl: Der Prozess beginnt mit dem CMF-Design (Farbe, Material, Oberfläche). Unter Verwendung physischer struktur-Musterbücher der Dienstleister wählen die Designer das gewünschte Aussehen und Haptik aus.
Formvorbereitung: Der Stahlformkern/Hohlraum wird zunächst bis zur Perfektion poliert. Kritische Bereiche, die glatt bleiben müssen (z. B. Trennflächen oder Dichtflächen), werden sorgfältig mit Schutzband oder Lack abgedeckt.
Die Kerntätigungsschritte:
Auftragen des Fotolacks: Eine lichtempfindliche Beschichtung wird auf die Formoberfläche aufgetragen.
Exposition: Eine Folie (Photomaster), die das Strukturmuster enthält, wird über die Form gelegt und UV-Licht ausgesetzt, wodurch der Fotolack in den Musterbereichen aushärtet.
Entwicklung: Der nicht belichtete, weiche Fotolack wird weggespült und enthüllt den blanken Stahl exakt im Strukturmuster.
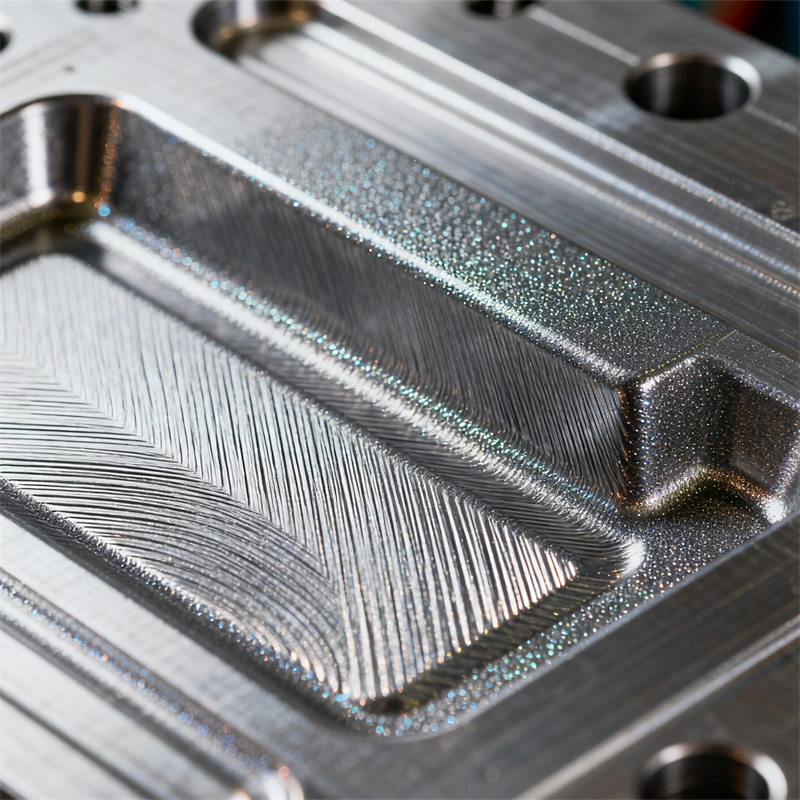
Chemisches Ätzen (der „magische“ Schritt): Die Form wird in ein saures oder alkalisch wirkendes Bad getaucht. Die Chemikalien korrodieren den freiliegenden Stahl und erzeugen so die 3D-Struktur. Die Tiefe wird durch Zeit und Temperatur gesteuert.
Reinigung und Entfernung der Schutzschicht: Die Form wird gründlich gereinigt, und sämtlicher verbleibender Fotolack sowie alle Maskierungen werden entfernt.
Mustererstellung und Freigabe: Die strukturierte Form wird an einer Spritzgießmaschine erprobt. Die ersten Spritzgießteile werden hinsichtlich Aussehen der Struktur, Farbe (Strukturen beeinflussen die Lichtreflexion) sowie – entscheidend – leichte Entformbarkeit.
Texturbibliotheken sind umfangreich, lassen sich jedoch im Allgemeinen in mehrere Kategorien einteilen:
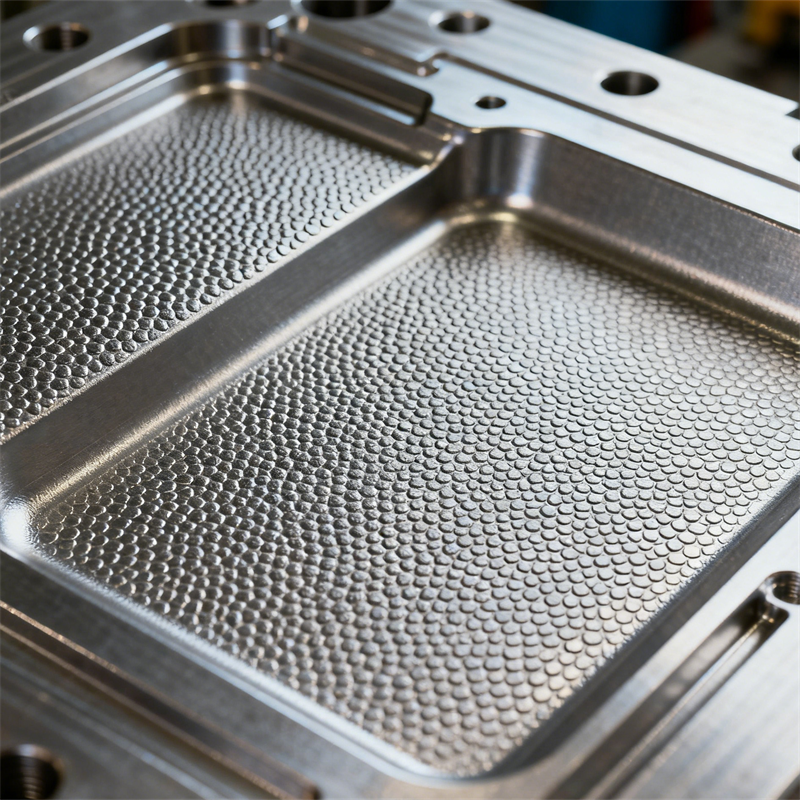
Lederstrukturen: PU, Krokodil, Strauß und klassisch (Litschimuster). Ideal für Automobileinnenausstattungen, hochwertige Elektronikgeräte und persönliche Artikel.
Geometrische Muster: Gebürstete (Haarlinien-)Oberflächen, Diamantplatten, Punktmuster, Wellenmuster, CD-Rillen. Bieten einen modernen, technischen Look.
Matt- und Seidenmatt-Oberflächen (am häufigsten): Von feinkörnigen bis grobkörnigen „Sand“-Oberflächen. Die erste Wahl zur Vermeidung von Spiegelungen und Fingerabdrücken bei Unterhaltungselektronik und Werkzeugen.
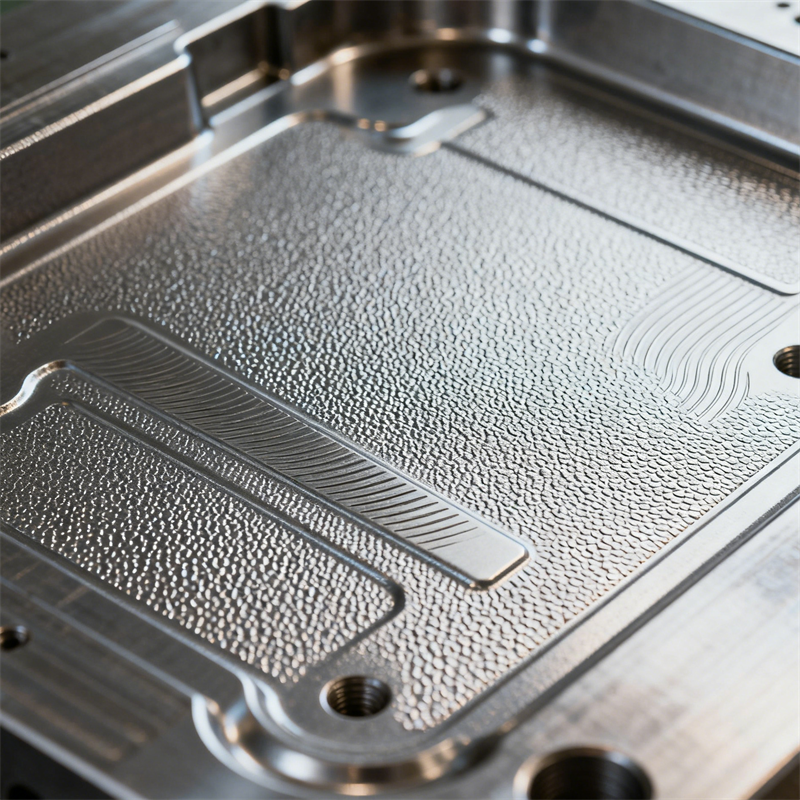
Naturtexturen: Holzmaserung, Steinoptik, Kohlefaser und die weit verbreitete Orangenschalenstruktur – hervorragend zur Verdeckung von Fehlern.
Funktionale Texturen: Aggressive rutschfeste Muster für Griffe oder taktil wahrnehmbare Markierungen für Tasten.
Um kostspielige Missverständnisse zu vermeiden, stützt sich die Branche auf standardisierte Systeme zur Texturklassifizierung. Folgende Standards sind maßgeblich:
VDI 3400 (Der globale Benchmark): Erstellt vom Verein Deutscher Ingenieure, stellt dieser Standard die universellste „Sprache“ dar. Texturen werden nummeriert (z. B. VDI 3400 #27 ), wobei eine niedrigere Nummer eine gröbere, tiefere Textur und eine höhere Nummer eine feinere, glattere Oberfläche angibt. Es handelt sich um den weltweiten Goldstandard für internationale Projekte.
Mold-Tech- und Yick-Sang-Standards (Die kommerziellen Giganten): Dies sind umfangreiche, proprietäre Musterbibliotheken der weltweit führenden Texturdienstleister. Marken geben Texturen häufig direkt aus diesen Katalogen vor (z. B. „MT-11020“ oder „YS-xxxx“). Sie sind äußerst einflussreich, insbesondere innerhalb bestimmter Lieferketten (Mold-Tech im Westen, Yick Sang in Asien).
SPI/SPE-Oberflächenstandards (Das etablierte System): Ein älterer amerikanischer Standard der Society of Plastics Engineers mit Buchstaben-/Zahlen-Codierung (z. B. A-1 für feines Sandstrahlen, C-1 für eine leichte Textur). Dieser Standard findet sich noch in einigen nordamerikanischen Betrieben, ist jedoch weitgehend durch den VDI-Standard verdrängt worden.
ISO 1302 – Die messbare Wahrheit: Dies ist kein ästhetischer Standard, sondern ein oberflächenrauheit messen standard (der Ra- und Rz-Werte spezifiziert). Für hochpräzise Arbeiten stellt die Kombination einer Texturangabe mit einem Rauheitsparameter (z. B. „VDI #30, Ra ≤ 3,2 µm“) eine quantifizierbare Qualitätskontrolle sicher, die über die visuelle Abgleichung hinausgeht.
Erhöhung der Entformungswinkel: Strukturierte Oberflächen erhöhen die Reibung. Fügen Sie den strukturierten Wänden stets 1° bis 3° (oder mehr) zusätzliche Entformung hinzu , verglichen mit einer glatten Oberfläche, um Beschädigungen bei der Entformung zu vermeiden.
Berücksichtigen Sie die Werkstoffschwindung: Verschiedene Kunststoffe (ABS, PP, TPE) schwinden in unterschiedlichem Maß, was die endgültige Strukturvertiefung und -optik subtil beeinflussen kann. Besprechen Sie dies mit Ihrem Spritzgießer.
Erstellen und freigeben Sie ein physikalisches Muster: Legen Sie eine Struktur niemals allein anhand einer Papiervorlage oder eines digitalen Bildes fest. Genehmigen Sie stets eine strukturierte Testplatte oder Erstschuss-Teile aus dem eigentlichen Produktionsformstahl.
Deutlich auf Zeichnungen angeben: Ihre Werkzeugzeichnung sollte folgenden Hinweis enthalten: „OBERFLÄCHENSTRUKTUR NACH [Norm und Nummer, z. B. VDI 3400 #35] AUF DEN ANGEGEBENEN FLÄCHEN.“ Kennzeichnen Sie die strukturierten Bereiche deutlich mit Begrenzungslinien.
Die Werkzeugstrukturierung verwandelt gewöhnliche Kunststoffteile in Produkte mit überlegener Haptik, Optik und Funktionalität. Indem Sie den Prozess verstehen, das umfangreiche Vokabular der Strukturen kennen und die Bedeutung universeller Normen wie VDI 3400 berücksichtigen, können Sie die Lücke zwischen Ihrer kreativen Vision und einer herstellbaren, hochwertigen Realität schließen. Denken Sie daran: Das Finish liegt in den Details – und diese Details beginnen im Werkzeug.
 Aktuelle Nachrichten
Aktuelle Nachrichten