Ti sei mai chiesto come il tuo elegante laptop ottiene la sua sottile finitura opaca resistente alle impronte digitali, o come gli elementi di rifinitura interni di un’automobile hanno la sensazione della morbida pelle anziché quella della plastica rigida? Il segreto risiede spesso in un processo fondamentale, sebbene poco visibile: texturizzazione dello stampo per stampaggio a iniezione.
Questo articolo chiarirà questo affascinante processo. Esploreremo cos’è, come viene eseguito, l’ampia gamma di texture disponibili e le fondamentali norme che garantiscono coerenza dal design alla produzione su larga scala.
La texturizzazione dello stampo è un processo di Produzione Sottrattiva eseguito direttamente sulla superficie della cavità di uno stampo per iniezione in acciaio. Attraverso un’incisione chimica controllata, vengono creati motivi che vanno da microscopici a macroscopici. Quando la plastica viene iniettata in questa cavità testurizzata, il motivo viene riprodotto fedelmente su ogni singolo componente in plastica prodotto.
Il risultato? Estetica migliorata, sensazione tattile ottimizzata, vantaggi funzionali e capacità di nascondere difetti intrinseci della stampatura, come le linee di flusso.
Il percorso di realizzazione di una texture prevede una stretta collaborazione tra designer, costruttori di stampi e specialisti della testurizzazione.
Design e selezione: Il processo ha inizio con il design CMF (Colore, Materiale, Finitura). Utilizzando campionari fisici di texture forniti dai fornitori di servizi, i designer scelgono l’aspetto e la sensazione desiderati.
Preparazione dello stampo: Il nucleo/cavità dello stampo in acciaio viene innanzitutto lucidato fino a ottenere una finitura perfetta. Le aree critiche che devono rimanere lisce (ad esempio le linee di divisione o le superfici di tenuta) vengono accuratamente mascherate con nastro protettivo o lacca.
Fasi principali dell’incisione del nucleo:
Applicazione del fotoresist: Viene applicato un rivestimento fotosensibile sulla superficie dello stampo.
Esposizione: Un film (fotomaschera) contenente il motivo della texture viene posizionato sullo stampo ed esposto alla luce UV, indurendo il fotoresist nelle aree corrispondenti al motivo.
Sviluppo: Il fotoresist non esposto e ancora morbido viene rimosso mediante lavaggio, rivelando l’acciaio nudo esattamente secondo il motivo della texture.
Incisione chimica (il passaggio «magico»): Lo stampo viene immerso in un bagno acido o alcalino. I prodotti chimici corrodono l’acciaio esposto, creando la texture tridimensionale. La profondità è controllata tramite tempo e temperatura.
Pulizia e rimozione: Lo stampo viene accuratamente pulito e tutto il fotoresist residuo e le mascherature vengono rimosse.
Campionamento e approvazione: Lo stampo testurizzato viene sottoposto a prova su una pressa ad iniezione. I primi getti vengono esaminati per l’aspetto della texture, il colore (le texture influenzano la riflessione della luce) e, soprattutto, facilità di sformatura.
Le librerie di texture sono molto ampie, ma in genere rientrano in diverse categorie:
Texture a grana di pelle: PU, lucertola, struzzo e classica (motivo lychee). Perfette per gli interni automobilistici, l’elettronica premium e i prodotti personali.
Motivi geometrici: Finiture spazzolate (a righe sottili), piastre a rombo, puntini, onde, scanalature CD. Offrono un aspetto moderno e tecnico.
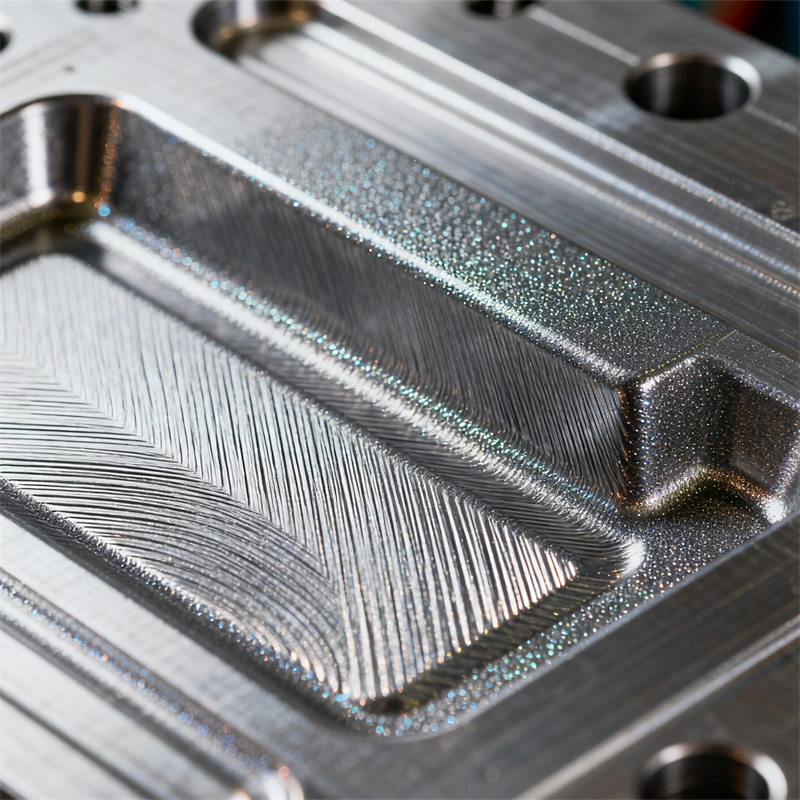
Finiture opache e satinato (le più comuni): Dalle finiture «sabbiate» fini a quelle grossolane. La scelta preferita per eliminare i riflessi e le impronte digitali su dispositivi elettronici di consumo e utensili.
Texture naturali: Venature del legno, pietra, fibra di carbonio e la diffusissima texture a buccia d’arancia, eccellenti per nascondere difetti.
Texture funzionali: Motivi antiscivolo aggressivi per le impugnature o locatori tattili per i pulsanti.
Per evitare incomprensioni costose, il settore si basa su sistemi standardizzati di classificazione delle texture. Ecco i principali riferimenti:
VDI 3400 (Il riferimento globale): Creato dall’Associazione Tedesca degli Ingegneri, questo è il "linguaggio" più universale. Le texture sono identificate da un numero (ad esempio, VDI 3400 #27 ), in cui un numero più basso indica una texture più grossolana e profonda e un numero più alto indica una finitura più fine e liscia. È lo standard di riferimento per i progetti internazionali.
Standard Mold-Tech e Yick Sang (I Giganti Commerciali): Si tratta di estese librerie proprietarie di campioni provenienti dai principali fornitori mondiali di servizi di texturizzazione. I marchi spesso specificano le texture direttamente da questi cataloghi (ad esempio, "MT-11020" o "YS-xxxx"). Sono estremamente influenti, in particolare all'interno di determinate catene di fornitura (Mold-Tech in Occidente, Yick Sang in Asia).
Standard di finitura SPI/SPE (Il Sistema Storico): Uno standard americano più datato, elaborato dalla Society of Plastics Engineers, che utilizza codici alfanumerici (ad esempio, A-1 per sabbiatura fine, C-1 per una texture leggera). È ancora presente in alcuni laboratori nordamericani, ma è stato in gran parte sostituito dallo standard VDI.
ISO 1302 – La Verità Misurabile: Questo non è uno standard estetico, ma uno misurazione della ruvidezza superficiale standard (che specifica i valori Ra, Rz). Per lavorazioni ad alta precisione, abbinare una specifica di texture a un parametro di rugosità (ad esempio, "VDI n. 30, Ra ≤ 3,2 µm") garantisce un controllo qualità quantificabile, oltre alla semplice corrispondenza visiva.
Aumentare gli angoli di sformo: Le superfici testurizzate aumentano l'attrito. Aggiungere sempre 1°–3° (o più) di sformo aggiuntivo alle pareti testurizzate rispetto a una superficie liscia per prevenire danni durante lo sformo.
Tenere conto del ritiro del materiale: Diverse plastiche (ABS, PP, TPE) presentano tassi di ritiro differenti, il che può modificare in modo lieve la profondità e l’aspetto finale della texture. Discutere questo aspetto con il proprio fornitore di stampaggio.
Realizzare un prototipo e approvare un campione fisico: Non finalizzare mai una texture basandosi esclusivamente su un campione cartaceo o su un’immagine digitale. Approvare sempre un campione di prova testurizzato o dei primi pezzi prodotti con l’effettivo acciaio dello stampo.
Specificare chiaramente sui disegni: Il disegno del vostro stampo deve indicare: «FINITURA TESTURIZZATA CONFORME A [Standard e numero, ad es. VDI 3400 #35] SULLE SUPERFICI INDICATE». Indicare chiaramente le aree testurizzate mediante linee di contorno.
La testurizzazione degli stampi trasforma componenti plastici ordinari in prodotti dotati di un tocco, un aspetto e una funzionalità superiori. Comprendendo il processo, il ricco vocabolario delle finiture testurizzate e l’importanza di standard universali come la VDI 3400, è possibile colmare il divario tra la vostra visione creativa e una realtà produttiva di alta qualità. Ricordate: il risultato finale dipende dai dettagli, e tali dettagli prendono avvio già nello stampo.
 Ultime notizie
Ultime notizie2026-01-26
2026-01-20
2026-01-16