¿Alguna vez te has preguntado cómo tu elegante portátil obtiene su sutil acabado mate resistente a las huellas dactilares, o cómo el revestimiento interior de un automóvil tiene la sensación de cuero suave en lugar de plástico rígido? El secreto suele residir en un proceso crítico, aunque poco visible: texturizado de moldes de inyección.
Este blog desvelará este fascinante oficio. Analizaremos en qué consiste, cómo se lleva a cabo, el amplio abanico de texturas disponibles y las normas fundamentales que garantizan la coherencia desde el diseño hasta la producción en masa.
El texturizado de moldes es un proceso de fabricación sustractiva realizado directamente sobre la superficie de la cavidad de un molde de inyección de acero. Mediante grabado químico controlado, se crean patrones desde microscópicos hasta macroscópicos. Cuando el plástico se inyecta en esta cavidad texturizada, el patrón se replica fielmente en cada pieza plástica producida.
¿El resultado? Una estética mejorada, una sensación táctil optimizada, beneficios funcionales y la capacidad de ocultar defectos inherentes del moldeo, como las líneas de flujo.
El recorrido de una textura implica una estrecha colaboración entre diseñadores, fabricantes de moldes y especialistas en texturizado.
Diseño y selección: El proceso comienza con el diseño CMF (Color, Material, Acabado). Utilizando libros físicos de muestras de texturas de los proveedores de servicios, los diseñadores seleccionan el aspecto y la sensación deseados.
Preparación del molde: El núcleo/cavidad del molde de acero se pulimenta primero hasta lograr un acabado perfecto. Las zonas críticas que deben permanecer lisas (como las líneas de separación o las superficies de sellado) se enmascaran minuciosamente con cinta protectora o laca.
Pasos fundamentales del grabado:
Aplicación del fotorresistente: Se aplica un recubrimiento fotosensible sobre la superficie del molde.
Exposición: Se coloca una película (fotomáscara) que contiene el patrón de textura sobre el molde y se expone a luz ultravioleta, endureciendo así el fotorresistente en las zonas del patrón.
Desarrollo: El fotorresistente no expuesto y blando se elimina mediante lavado, revelando el acero desnudo exactamente en el patrón de textura.
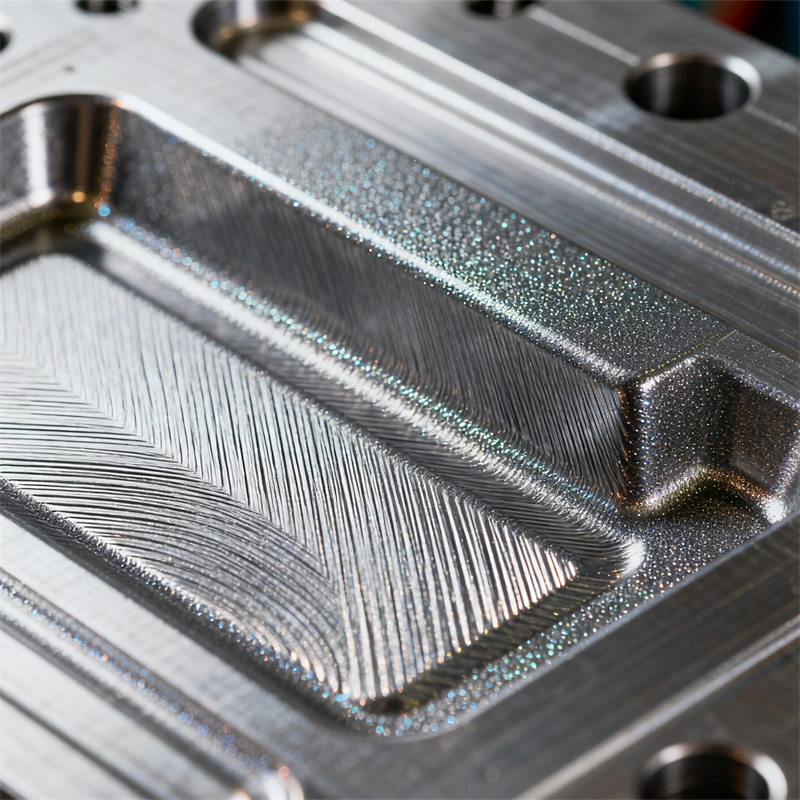
Grabado químico (el paso «mágico»): El molde se sumerge en un baño ácido o alcalino. Los productos químicos corroen el acero expuesto, creando la textura tridimensional. La profundidad se controla mediante el tiempo y la temperatura.
Limpieza y eliminación de recubrimientos: El molde se limpia minuciosamente y se retira todo el fotorresistente y los materiales de enmascaramiento restantes.
Muestreo y aprobación: El molde texturizado se prueba en una prensa de inyección. Las primeras piezas obtenidas se examinan para evaluar la apariencia de la textura, el color (las texturas afectan la reflexión de la luz) y, lo más importante, facilidad de desmoldeo.
Las bibliotecas de texturas son muy amplias, pero generalmente se clasifican en varias categorías:
Granitos de cuero: PU, cocodrilo, avestruz y clásico (patrón lichi). Perfectos para interiores automotrices, electrónica premium y artículos personales.
Patrones geométricos: Acabados cepillados (líneas finas), placas de diamante, puntos, ondas y surcos tipo CD. Ofrecen un aspecto moderno y técnico.
Acabados mate y satinado (los más comunes): Desde acabados de grano fino hasta grueso con «arena». La opción preferida para eliminar el brillo y las huellas dactilares en electrónica de consumo y herramientas.
Texturas naturales: Veta de madera, piedra, fibra de carbono y la omnipresente textura de cáscara de naranja, excelentes para ocultar defectos.
Texturas funcionales: Patrones antideslizantes agresivos para mangos o localizadores táctiles para botones.
Para evitar malentendidos costosos, la industria se basa en sistemas estandarizados de clasificación de texturas. Estos son los principales referentes:
VDI 3400 (el estándar global): Creado por la Asociación Alemana de Ingenieros, este es el «idioma» más universal. Las texturas se identifican mediante números (por ejemplo, VDI 3400 #27 ), donde un número menor indica una textura más rugosa y profunda y un número mayor indica un acabado más fino y liso. Es el estándar de referencia para proyectos globales.
Estándares de Mold-Tech y Yick Sang (Los Gigantes Comerciales): Se trata de extensas bibliotecas de muestras propietarias de los principales proveedores mundiales de servicios de texturizado. Las marcas suelen especificar texturas directamente a partir de estos catálogos (por ejemplo, «MT-11020» o «YS-xxxx»). Tienen una influencia extraordinaria, especialmente dentro de determinadas cadenas de suministro (Mold-Tech en Occidente y Yick Sang en Asia).
Estándares de acabado SPI/SPE (El sistema tradicional): Un estándar estadounidense antiguo de la Society of Plastics Engineers, que utiliza códigos alfanuméricos (por ejemplo, A-1 para chorro de arena fino, C-1 para una textura ligera). Aún se encuentra en algunos talleres de Norteamérica, pero ha sido ampliamente sustituido por el estándar VDI.
ISO 1302: La verdad medible: Este no es un estándar estético, sino un medición de rugosidad superficial estándar (que especifica los valores Ra y Rz). En trabajos de alta precisión, combinar una indicación de textura con un parámetro de rugosidad (por ejemplo, «VDI n.º 30, Ra ≤ 3,2 µm») garantiza un control de calidad cuantificable más allá de la coincidencia visual.
Aumentar los ángulos de desmoldeo: Las superficies texturizadas aumentan la fricción. Siempre añada 1° a 3° (o más) de desmoldeo adicional a las paredes texturizadas en comparación con una superficie lisa para evitar daños durante el desmoldeo.
Tener en cuenta la contracción del material: Diferentes plásticos (ABS, PP, TPE) se contraen a distintas tasas, lo que puede alterar sutilmente la profundidad y apariencia finales de la textura. Comente esto con su moldeador.
Elaborar un prototipo y aprobar una muestra física: Nunca finalice una textura basándose únicamente en una muestra impresa o una imagen digital. Siempre apruebe una placa de ensayo texturizada o piezas de primera inyección procedentes del acero real del molde de producción.
Especificar claramente en los planos: Su plano del molde debe indicar: «TEXTURA SEGÚN [Norma y número, p. ej., VDI 3400 #35] EN LAS SUPERFICIES INDICADAS». Señale claramente las zonas texturizadas con líneas de contorno.
La texturización del molde transforma piezas plásticas ordinarias en productos con una sensación, apariencia y funcionalidad superiores. Al comprender el proceso, el rico vocabulario de texturas y la importancia de normas universales como la VDI 3400, podrá cerrar la brecha entre su visión creativa y una realidad fabricable y de alta calidad. Recuerde: el acabado está en los detalles, y esos detalles comienzan en el molde.
 Noticias de actualidad
Noticias de actualidad