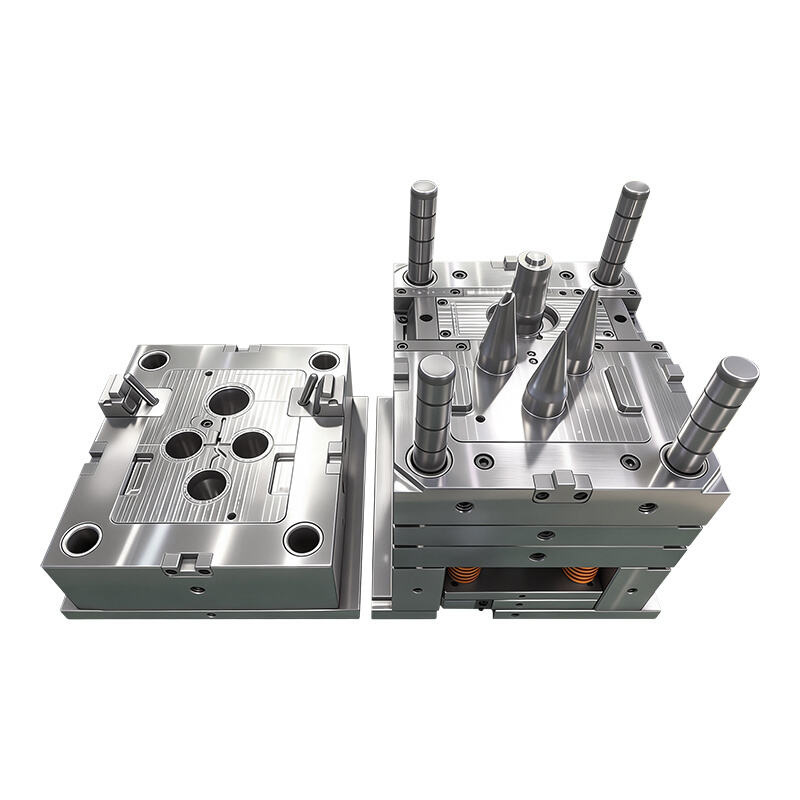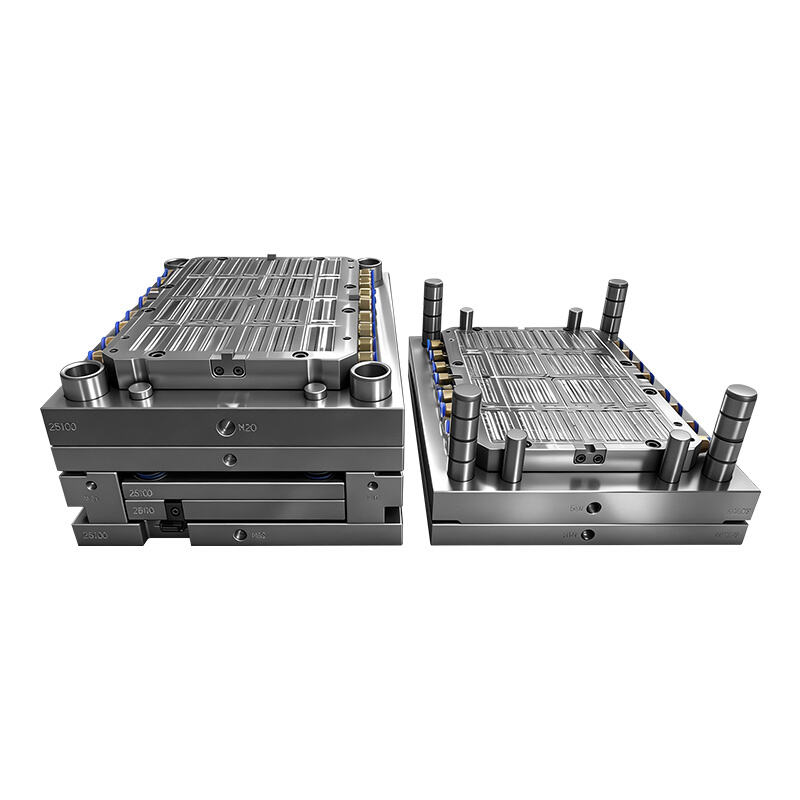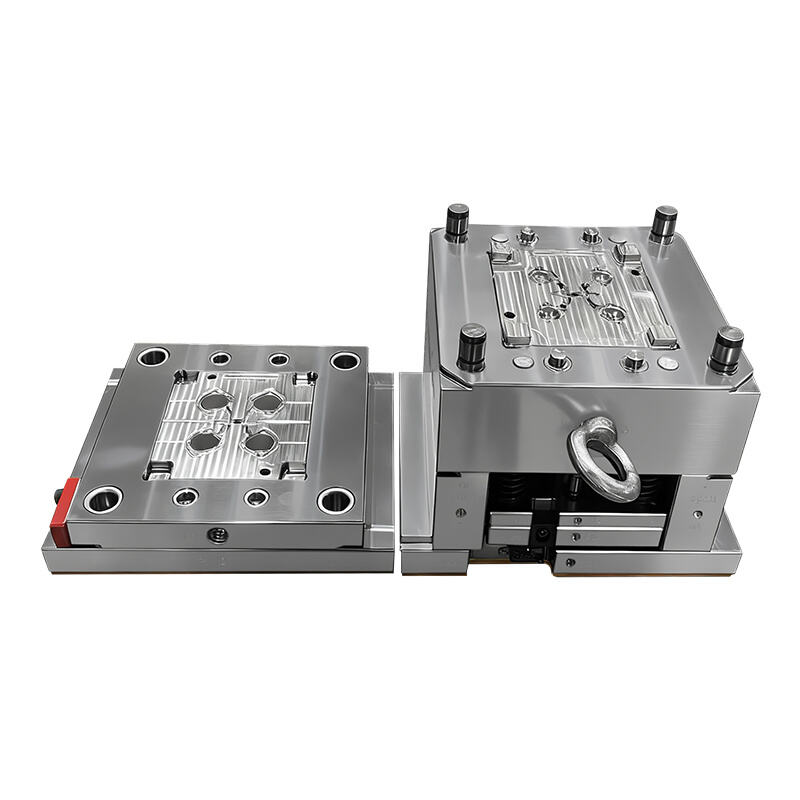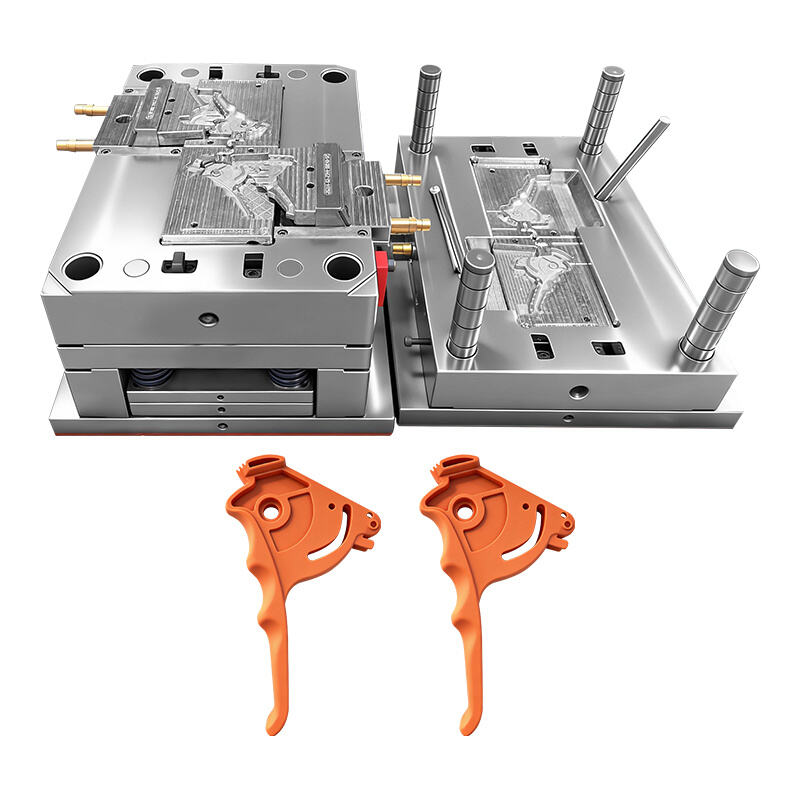
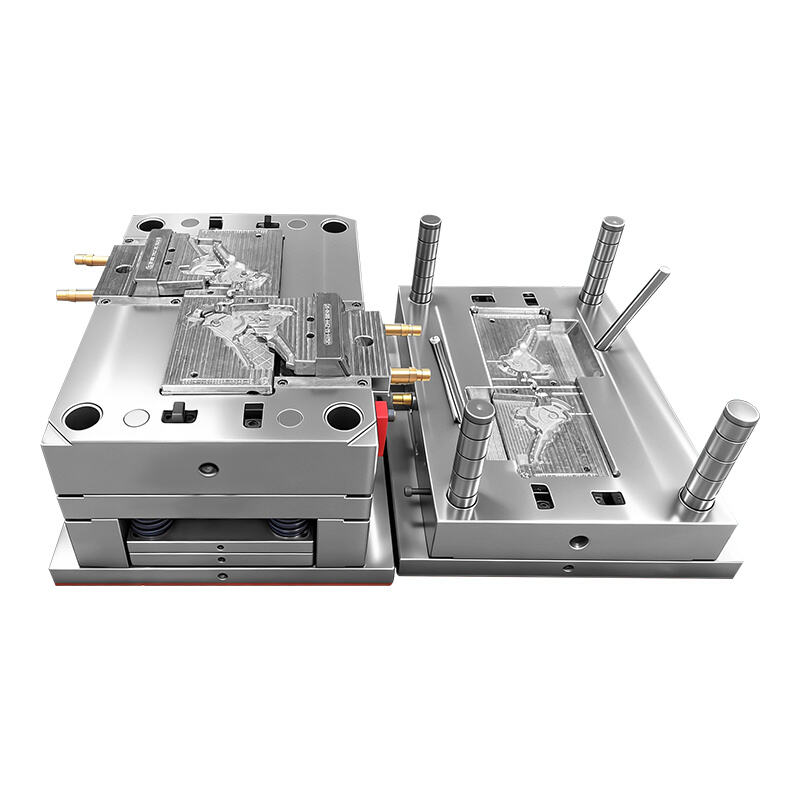
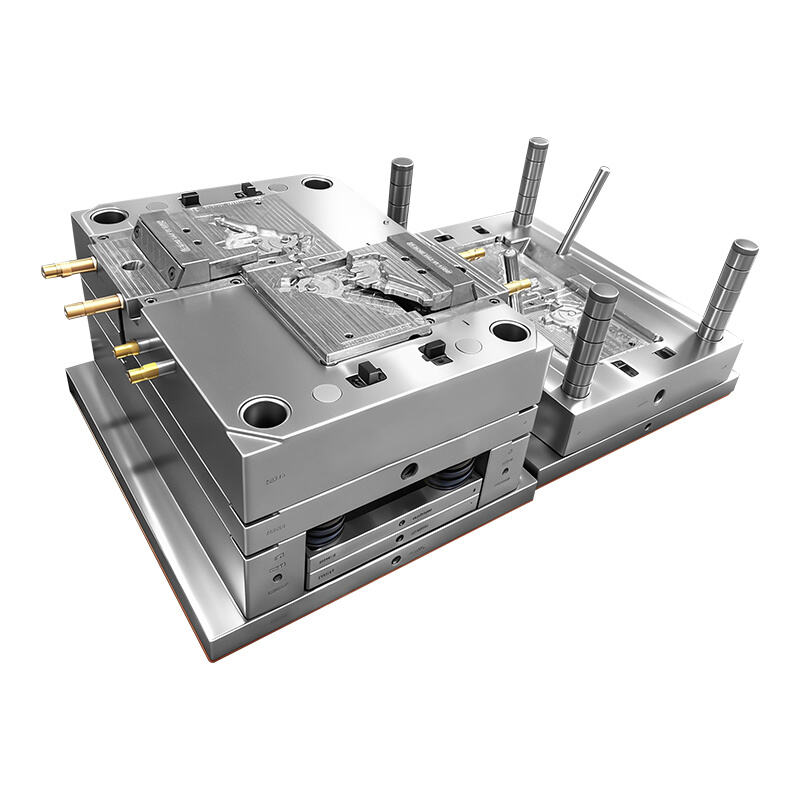
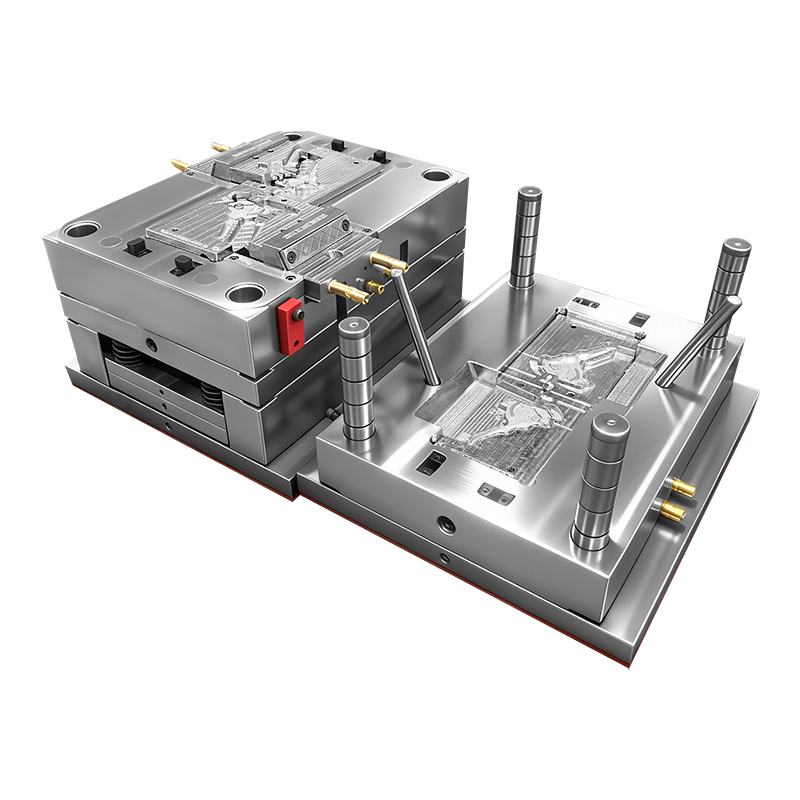
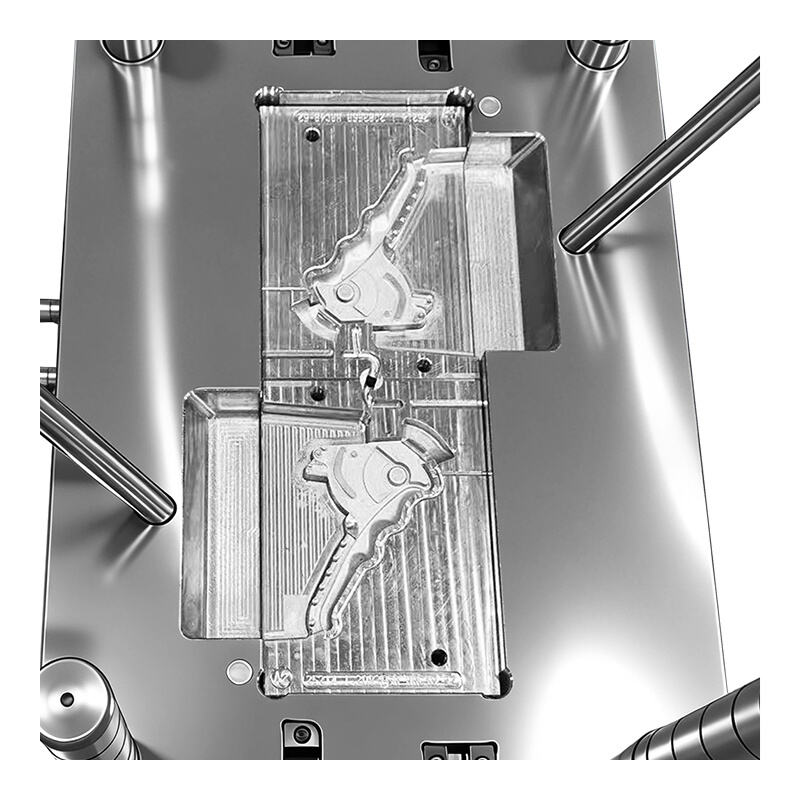
Сложная высокоточная пресс-форма для литья под давлением пластиковой ШЕСТЕРНИ-ПИНИОН в Дунгуане, Китай, и производство изделий методом литья под давлением
Области применения:
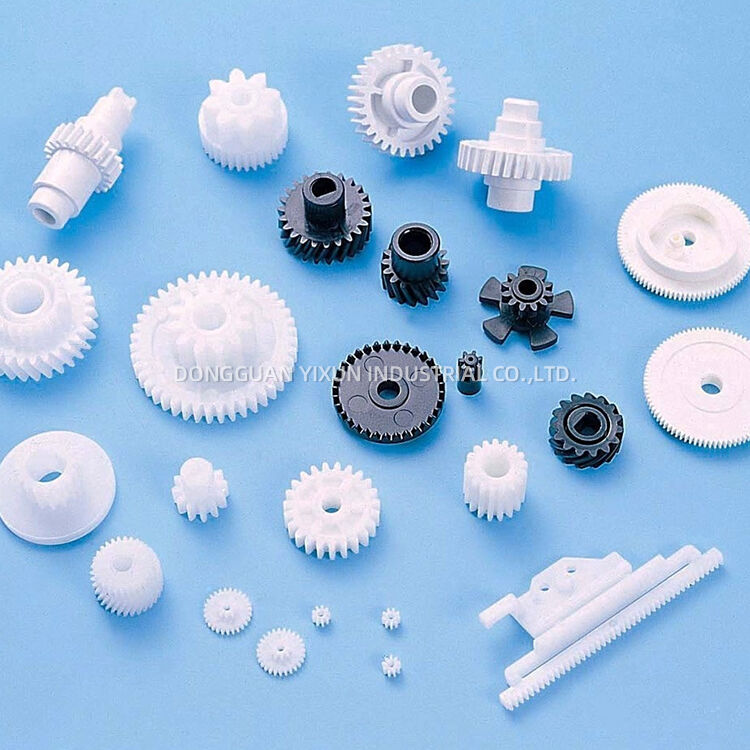
Пластиковая шестерня-шестерёнка; это базовый элемент вращения в промышленном мире, применяемый в автомобильной инженерии, промышленной автоматизации и робототехнике, электрических грузовиках и прецизионных потребительских товарах.
- Описание
- Преимущества
- Часто задаваемые вопросы
- Рекомендуемые товары
Описание
| Наименование продукта | Сложная высокоточная пресс-форма для литья под давлением пластиковой ШЕСТЕРНИ-ПИНИОН в Дунгуане, Китай, и производство изделий методом литья под давлением |
| Торговая марка | YiXun |
| Номер модели | 25214 |
| Основа формы | Стандарт LKM |
| Материал штампа | 1.2083ESR HRC48–52 |
| Продолжительность жизни плесен | 500к |
| Обработка поверхности | SPI D1–D3 с зеркальной обработкой методом электроэрозионного формообразования (EDM) |
| Точность формы | +/-0.002мм |
| Пластиковый материал | 30 % стекловолокна и 15 % политетрафторэтилена (PTFE) |
| Формовочная полость | 2 камеры |
| Тип浇лиза | Клапанные ворота |
| Сертификация | Сертификация по стандартам ISO 9001 и ISO 13485 |
Преимущества
Наши пресс-формы для шестерён и шестерни, полученные литьём под давлением, обладают тремя ключевыми преимуществами:
Гарантированная точность: Пресс-форма изготовлена с использованием высокоточного станка с ЧПУ и электроэрозионного оборудования; допуск профиля зуба составляет ±0,01 мм, а при серийном производстве обеспечивается высокая размерная стабильность.
Высокая эффективность производства и низкая себестоимость единицы продукции: Цикл литья под давлением составляет от 10 до 60 секунд. Первичный пробный образец спроектирован с использованием многополостной конструкции. Себестоимость одной детали при крупносерийном производстве значительно ниже стоимости фрезерованных зубчатых колёс, а коэффициент использования материала приближается к 100 %.
Гибкие материалы и конструкции: Поддерживаются инженерные пластмассы, такие как POM, PA + стекловолокно, PEEK и др.; возможна вставочная формовка (интегрированное литьё металлического вала/каркаса), а сложные формы зубьев могут быть получены за один цикл.
Часто задаваемые вопросы
Вопрос: Какая точность профиля зубьев может быть достигнута для зубчатых деталей?
Ответ: Допуск профиля зуба ±0,002 мм, допуск формы зуба ±0,015 мм, соосность ≤ 0,02 мм
Вопрос: Какие профили зубьев зубчатых колёс мы можем изготавливать?
Ответ: Прямозубые, косозубые, шевронные и червячные колёса
Вопрос: Какие материалы для зубчатых колёс используются наиболее часто?
Ответ: POM, PA, PEEK и др.
Различные материалы значительно отличаются по прочности, износостойкости, термостойкости и влагопоглощению. Мы подберём подходящие материалы в соответствии с вашими потребностями
В: Как контролировать деформацию и усадку зубчатых колёс?
О: Усадка пластиковых зубчатых колёс при охлаждении может привести к искажению профиля зубьев и потере круглости внутреннего отверстия. Мы проведём анализ течения расплава в форме для оптимизации литниковой системы и холодной резки, скорректируем параметры давления удержания, а также определим необходимость последующей формовки или прецизионной механической обработки.